我们的现场实拍视频将带您走进【奉化】(本地) 焊管库存齐全厂家直供产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【奉化】(本地) 焊管库存齐全厂家直供的图文介绍
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
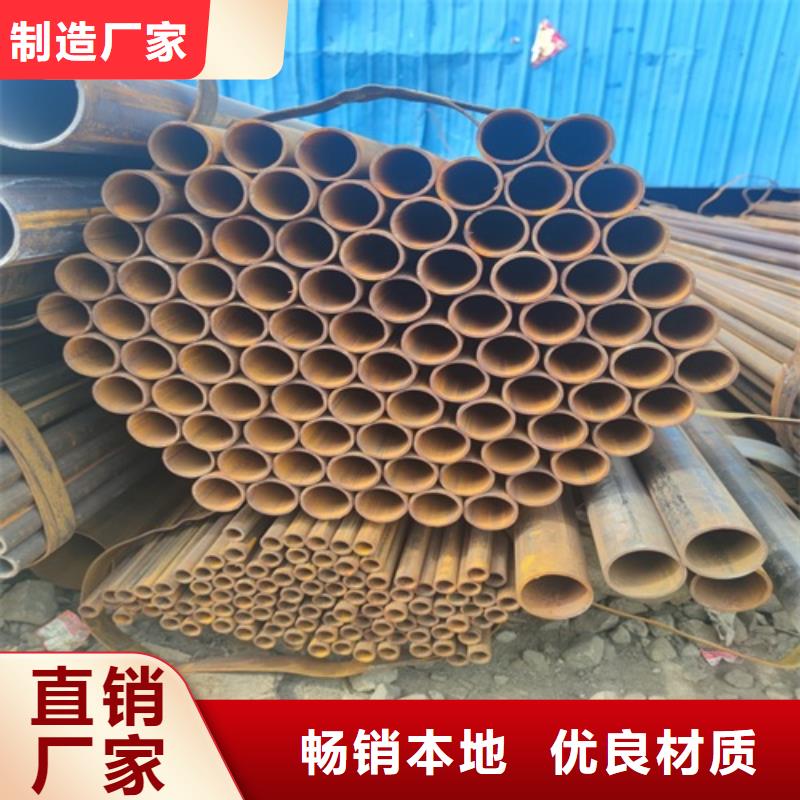
奉化Q235B焊管的质量特点及优势分析: 奉化Q235B焊管的保温性以及耐腐蚀性好,产品除了少数氢化剂外,在运用的过程中能够耐多种化学介质的侵蚀,在运用时会具有优异的耐酸、耐腐蚀以及耐碱的功能,产品在运用的过程中不会繁殖细菌。 奉化Q235B焊管由于资料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。 奉化Q235B焊管在进行运用的过程中其寿命比较长,管材在额外的运用温度以及压力下,其运用寿命能够到达50年以上,Q235B焊管具有防紫外线、防辐射以及使产品永不褪色。 Q235B焊管的耐热性好,在进行作业的过程中其水位为70度其软化的温度为140度。产品在运用的过程中非常的卫生且无毒,在进行制造的过程中其资料完全是由碳合氢两种无素组成。 Q235B焊管在进行加工的过程中没有增加其任何的有毒重金属稳定剂,在运用的过程中其资料的卫生功能已经通过其的部分进行检测过了,质量非常的牢靠。
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
随着 奉化无缝钢管、工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的 奉化无缝钢管、生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,鹏鑫钢铁有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
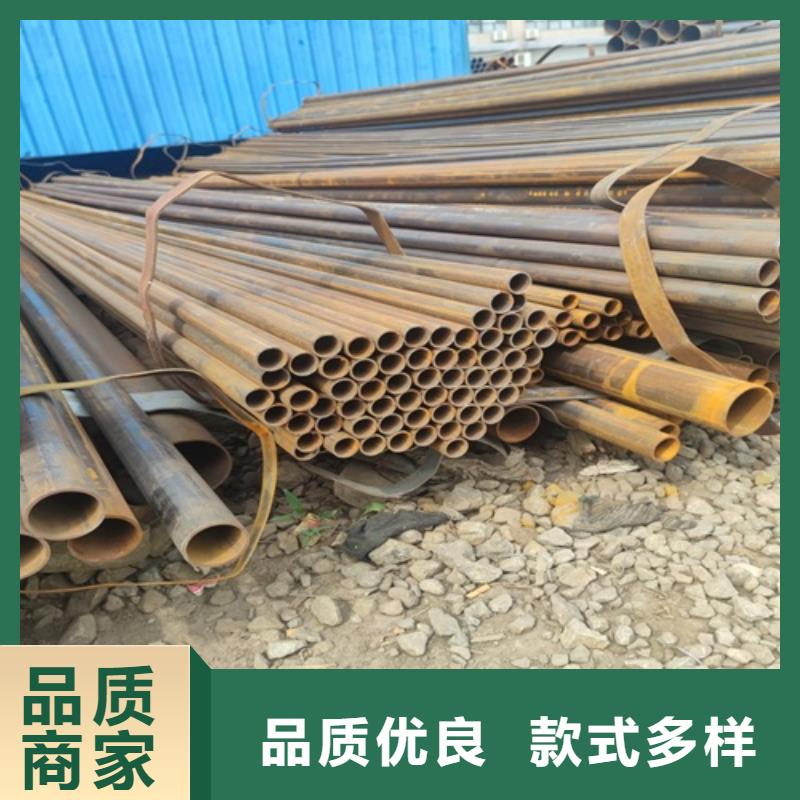
奉化螺旋焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。 采用先进的双面埋弧焊的工艺,位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。承压流体输送,用螺旋缝埋弧焊钢管主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型。 奉化螺旋焊管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。 作液体输送用:给水、排水。作气体输送用:煤气、蒸气、。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
奉化焊管焊缝质量指标 在进行焊接工作的过程中,务必要注意焊缝的质量。正常情况下,焊管的焊缝从外观上来看的话,其的单面焊缝外观成形良好,而且平滑整齐,熔宽及加强高等均符合相应的要求。此外,所产生的焊接缺陷明显要比手工电弧焊单面焊双面成形工艺出现缺陷的概率要低。 在对焊管焊缝的外观质量进行检查之后,还需要对焊缝内部焊接情况进行检查。通常是采用X射线探伤试验进行检测。这样可以更迅速且更准确的了解具体的焊接情况。在判断焊接质量的时候,还需要结合其的力学性能进行。这是因为采用不同的焊接工艺,终所得到的焊接成品的力学性能是不一样的。 比如我们可以选择一根焊管来进行对比试验。经检测,该焊管的壁厚为6 毫米,直径为325毫米。在采用对接焊工艺进行焊接的时候,手工电弧焊和CO2气体保护焊焊接所得到的接头的性能相近,通常是前者的性能略高于后者。究其原因,主要是因为该焊管的强度标准比较高。 同样在对这两种焊接工艺进行比较的时候,我们发现在焊接完成之后,焊管接头的金相组织基本相同,主要都是由铁素体和珠光体构成。不过,后者工艺的成型质量更为可靠一些。 相比较来说,在采用这种工艺对焊管进行焊接的时候,不仅操作更加简单,而且焊接的质量更有保证,焊接速度也更快,具有成本低效率高的优势,在生产中取得了良好的效果。
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")
 焊管库存齐全厂家直供")





 扫一扫
扫一扫