精心打磨的产品视频已准备就绪,它将带您深入集美 镀锌管DN25镀锌钢管支持定制的魅力世界,让您重新发现产品的无限可能。
以下是:集美集美 镀锌管DN25镀锌钢管支持定制的图文介绍


方管协会刊登:热镀锌后的钢材可否焊接?
只要焊接材料、焊接面、焊接电流、焊接速度、焊接方法等焊接条件适当,镀锌钢材亦可焊接。
一般钢材的焊接强度并不会减弱,但随着镀锌厚度的增加,适当的焊接条件范围变窄,使焊接进行困难,故焊接时 将焊接部的锌完全除去。
镀锌钢材的焊接时,须注意以下几点:
(一)焊接时产生大量烟雾,焊接工人吸入时会发生情绪上的不良影响,故须戴口罩或安装排烟设备。
(二)焊接完后须除去焊渣,锌层剥落部分用高含锌漆补修或以锌焊熔补修。
由此可知,焊接并没什么特殊问题。但现场焊接总是对美观有害的,故尽可能采用螺栓结合。
热镀锌钢材焊接注意事项内容就到这里,热镀锌钢管用于运输以及建筑,热镀锌是将钢、不锈钢、铸铁等金属浸入熔融液态金属或合金中获得镀层的一种工艺技术。热镀锌是当今世界上应用最广泛、性能价格比 的钢材表面处理方法。
镀锌无缝钢管厂告诉你不同环境下的使用年限
热浸镀锌工艺是一种相对稳定可靠的钢表面处理方案,可抵抗环境腐蚀。影响热浸镀锌的因素很多,如钢基材的组成、表面状态(如粗糙度)、基材的内部应力、几何尺寸等。其中,基材的厚度对镀锌厚度有很大影响。热浸镀锌,钢管越厚,热浸镀锌的厚度越厚。以4.5mm厚镀锌无缝管为例,说明了不同环境下的使用寿命。



融拓金属材料有限公司座落在经济开发区东昌东路当代大厦;公司占地面积50余亩,厂房建筑面积7000多平方米。分别有涂塑车间、挤出车间、复合车间、注塑车间和仓库。公司注重人才的管理和培养,以人为本,科学发展的宗旨。
本公司已完成GB/T19001-2000IDT ISO9001:2000质量管理体系认证。严格执行CJ/T120-2008.CJ/T136-2007产品标准,公司始终坚信没有好的产品质量没有企业的生存和发展,每道工序都有相应的检验员控制。公司主营产品
(集美) 本地 20A无缝钢管、。 以客户为重,让我们服务于每一位客户,能及时与客户沟通听取客户反馈的意见和建议。及时解决客户在产品使用过程中的问题,是我们每一位员工的责任。为保证供货的即使和客户的需要,公司实行24小时生产,每月月产量1600多吨。满足了客户的需要和工地工期紧及时安装的问题。 面对快速发展的管道防腐行业,潞沅公司将继往开来,发扬“与时俱进,追求超卓”的潞沅精神,凭借优良的产品质量、完善的服务体系,以市场化、多元化的经营理念开拓发展,创造出更加辉煌灿烂的明天。


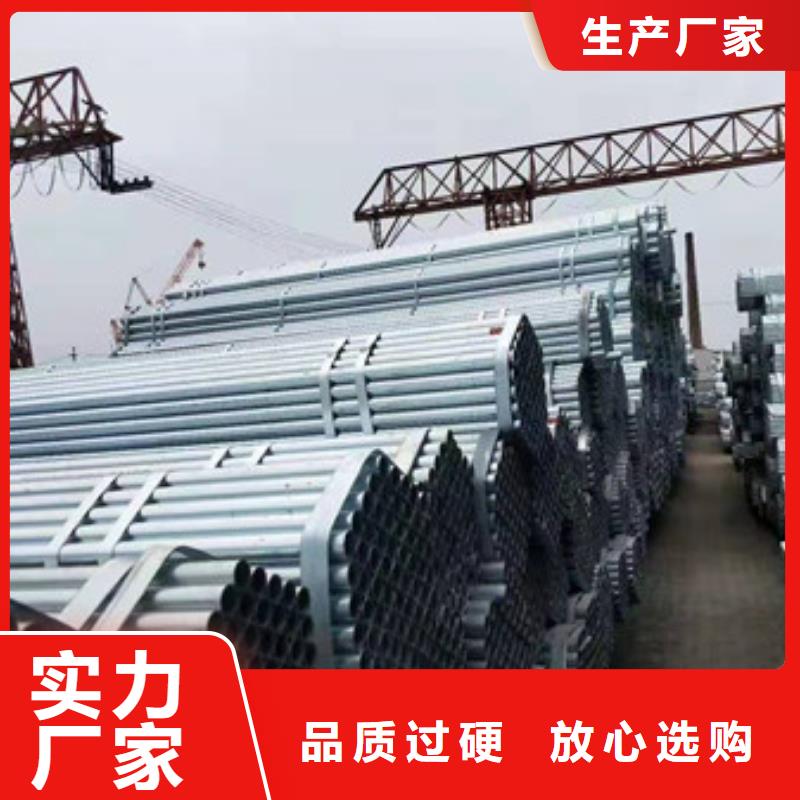
镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被 提倡暂时能使用。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从2000年起禁用镀锌管作为供水管,新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。热镀锌钢管在消防、电力和高速公路上有广泛的应用。
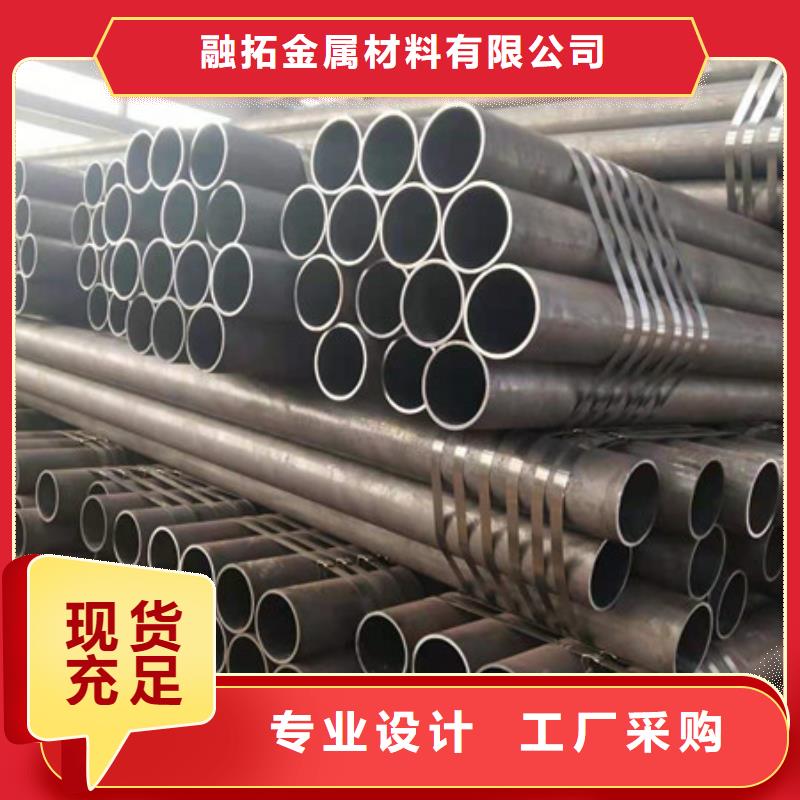
热镀锌钢管广泛应用于建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业。
镀锌钢管 表面有热浸镀或电镀锌层的焊接钢管。镀锌可增加钢管的抗腐蚀能力,延长使用寿命。镀锌管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。


镀锌带焊管以其壁厚大、材质好、加工工艺稳定,成为目前国内外大型油气输送工程的 钢管。在镀锌带焊管接接头中,焊缝和热影响区是最容易产生各种缺陷的地方,而焊接咬边、气孔、夹渣、未熔合、未焊透、焊瘤、烧穿、焊接裂纹是主要焊接缺陷形式,也常常是使直缝埋弧焊管发生质量事故的起源。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。






 扫一扫
扫一扫