我们精心制作的海州【本地】光纤激光切割机板管光纤激光切割机价格有优势产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:海州海州【本地】光纤激光切割机板管光纤激光切割机价格有优势的图文介绍

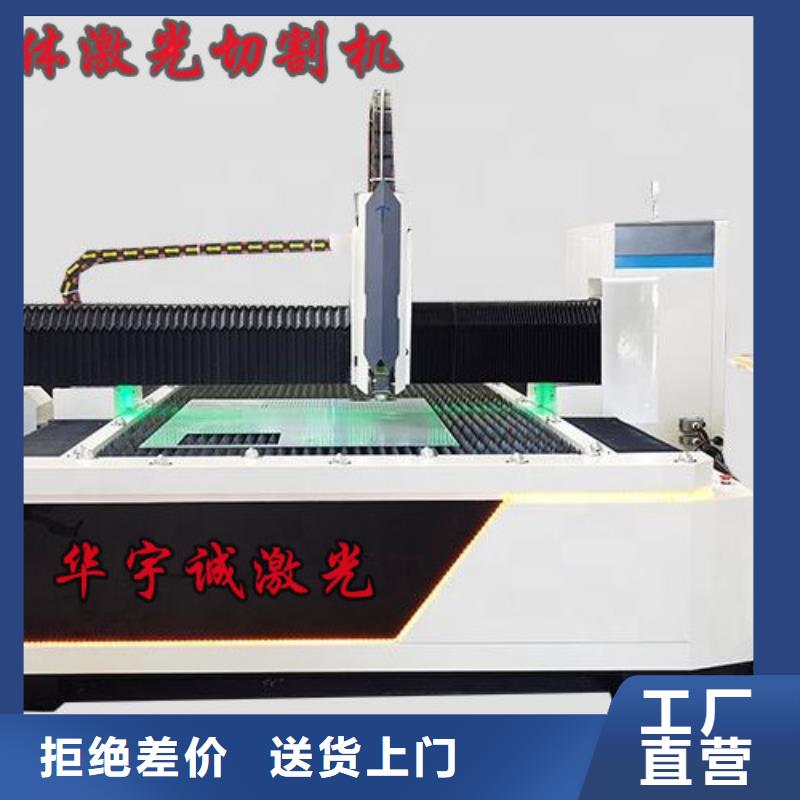
市面上光纤激光切割机的厂家越来越多,客户的选择日渐增多,但也多了很多烦恼,究竟该如何选择呢?小编给大家盘点了一下,一起来看看吧。
光纤激光切割机厂家
首先光纤激光切割机选择的话要选择行业内口碑好、品牌较大的公司。仔细了解激光切割机厂家实力、机器参数、产品质量和性能。激光切割机是一种大型设备。购买时需要小心。选择几家实力雄厚、价格优惠的厂家进行前期沟通打样。我们也可以参观制造商。关于机器的价格、机器的培训、售后服务的详细咨询等。
选择光纤激光切割机对于企业加工的材料和业务需要的范围首先要考虑清楚我们的业务范围、切割材料的厚度、需要切割哪些材料等因素,然后再选择功率大小需要购买的设备和工作台的尺寸,工作台的尺寸一般可以由厂家根据客户需求定制。
激光切割机的中坚力量激光切割机的一些重要部件,我们在选购时也需要注意。如激光发生器、激光切割头、伺服电机、导轨、水箱等。这些部件直接影响激光切割机的切割速度和准确度。
要选择售后服务好的光纤激光切割机厂家,每个厂家的售后服务千差万别,保修期也参差不齐,在选择上这点需要重视.
光纤激光切割机厂家
以上就是小编给大家整理的光纤激光切割机的选择小技巧希望对大家有所帮助吧。


光纤激光切割机排名、产品质量是企业生存的根本,专业化、标准化、规模化是我们发展的目标,华宇诚数控科技有限公司以客户满意为中心,通过质量、服务建立顾客系统,长期以来我们秉承质量是生命的原则,以诚实、信誉为经营理念,以良好的口碑求市场,以严格的质量求发展。我们将本着以客为尊,以质为本的精神,重质量、守信誉,竭诚欢迎国内外客户来人来电洽谈业务,共谋发展,携手合作,共创美好明天!



对于光纤激光切割机初入行的新手,遇到切割质量不佳时都会犯难,面对众多的参数不知该如何调整。下面简单介绍下会遇到的问题及解决方法。
影响切割质量的参数有:切割高度、割嘴型号、焦点位置、切割功率、切割频率、切割占空比、切割气压及切割速度。硬件条件有:保护镜片、气体纯度、板材质量、聚集镜及准直镜。
光纤激光切割机遇切割质量不佳时建议先进行一般性检查,一般性检查主要检查内容及顺序是:
1.切割高度(建议实际切割高度在0.8~1.2mm之间),如实际切割高度不准,则需要进行标定。
2.割嘴检查割嘴型号及大小是否用错,如果是正确的检查割嘴是否有损坏,圆度是否正常。
3.光心建议用直径1.0的割嘴进行光心检查,检查光心时焦点 在-1~1之间。这样打出来的光点小易于观察。
4.保护镜片检查保护镜片是否干净,要求无水无油无渣点。有时会因为天气或铺助气太冷等原因导致保护镜片结雾。
5.焦点检查焦点是否设定正确。如果是自动调焦切割头一定要用手机APP查看焦点是否正确。
6.修改切割参数
以上五项都检查且都没有问题后,再根据光纤激光切割机切割现象针对性的修改参数。
如何根据现象调整参数呢,以下简单介绍切割不锈钢和碳钢时会遇到的状态及解决方法。
例如不锈钢挂渣,挂渣类型有多种。如只拐角挂渣可先考虑拐角倒圆,参数方面可以降低焦点、加大气压等。
如整体挂硬渣,需要降低焦点、加大气压、加大割嘴,但焦点过低或气压过大会导致断面分层和面粗糙。如果整体挂颗粒状的软渣,可适当增加切割速度或降低切割功率。
光纤激光切割机切割不锈钢还可能会遇到:切割快结束的一面挂渣,可以检查是否气源供气不足气体流量跟不上。
光纤激光切割机切割碳钢一般会遇到:薄板断面不够光亮、厚板断面粗糙等问题。
一般而言1000W激光器可以把不超过4mm碳钢切的光亮,2000W是6mm、3000W是8mm。
想要把断面切的光亮首先得板材好表面无锈无漆无氧化皮,其次氧气纯度得高至少99.5%以上,在切割上需要注意的有:用小割嘴双层1.0或1.2、切割速度得快需要超过2m/min、切割气压不宜过大。
想要光纤激光切割机厚板切割断面质量好,首先得保证板材和气体纯度其次就是割嘴的选用,孔径越大断面质量会越好,但同时断面锥度会更大。


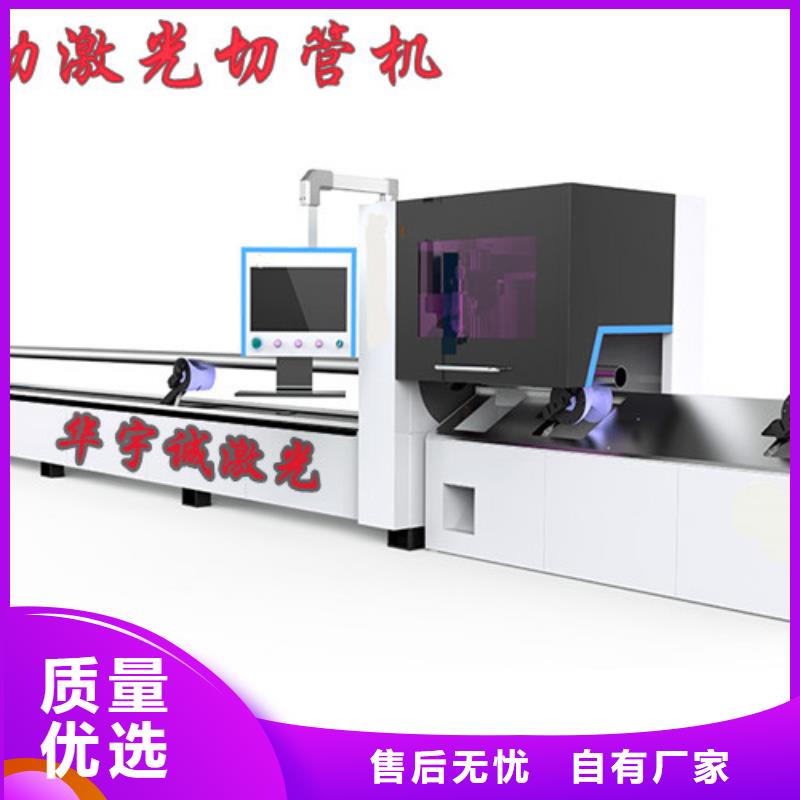
本文的主要内容是介绍光纤激光管材切割机和管材 切割管的主要技术,希望读者对光纤激光切割机有更多的了解。
大长度金属管材全行程自动激光切割下料
针对大长度金属管材全行程自动激光切割下料的工艺要求,机械结构采用双驱动气动卡盘旋转机构(主动轴W,从动轴W1),与主动轴W轴气动对齐卡盘旋转机构 通过机床的 X、Y、W 运动将其固定,夹紧管子,并切割管子。右从动轴W1气动卡盘旋转机构可随工作台沿工件插入移动,可实现大长度金属管材。全行程自动激光切割下料。
数控切割技术
为了获得大批量、高效率、扩大化的生产效果,必须采用数控切割。钢管激光切割机数控切割的核心 是数控切割系统。数控系统的控制软件可以防止零件切削点和零件边角的过烧。提供先进的切割技术和丰富的切割经验。激光切割机方管操作 人员可以熟练使用控制系统,实现精密高效的数控切割。
专业的管套技术
为了达到光纤激光切割机高效切割管材 数控激光管材切割的目的,编程套料较为复杂,使用不当会造成管材的浪费。通过专业的管材切割套料软件,提前在电脑上进行绘图、套料、下料分段编程,生成数控切割程序,然后对大长度金属管材进行全行程自动激光切割下料。数控切管机实现大批量、高效率、小尺寸切割生产的基础和必要条件是专业的管材套料软件。
切管工艺
金属管材光纤激光切割机切割管径较小的方管时 ,熔渣粘附在管材内壁,切割产生的大部分体积被工件吸收。切割密度穿透时,管材经常出现重叠,方管的四角和四角通过,针对此类问题,可采用以下方法:(1)带有高度感应随动系统的激光切割头可确保在光纤数控管材激光切割机的切割过程中,切割喷嘴的高度与工件表面保持不变(焦点不变),使切割效果不随工件表面的变化而腐蚀;(2)增加氧气压力(6-8Mpa)的方法;(3) 通过软件提高尖角合成速度。该方法可以解决不锈钢管激光切割机 切割管材时出现的“过烧”和结渣问题。
随着计算机技术、机械结构、切割技术和优化算法的不断更新和发展,激光切管机切管 技术不断提高,数控激光切管技术将突出其智能、快速、优化的切割工艺。和技术,为切割机激光管材的高效切割,高质量的切割,以及节约管材提供技术保障。






 扫一扫
扫一扫